
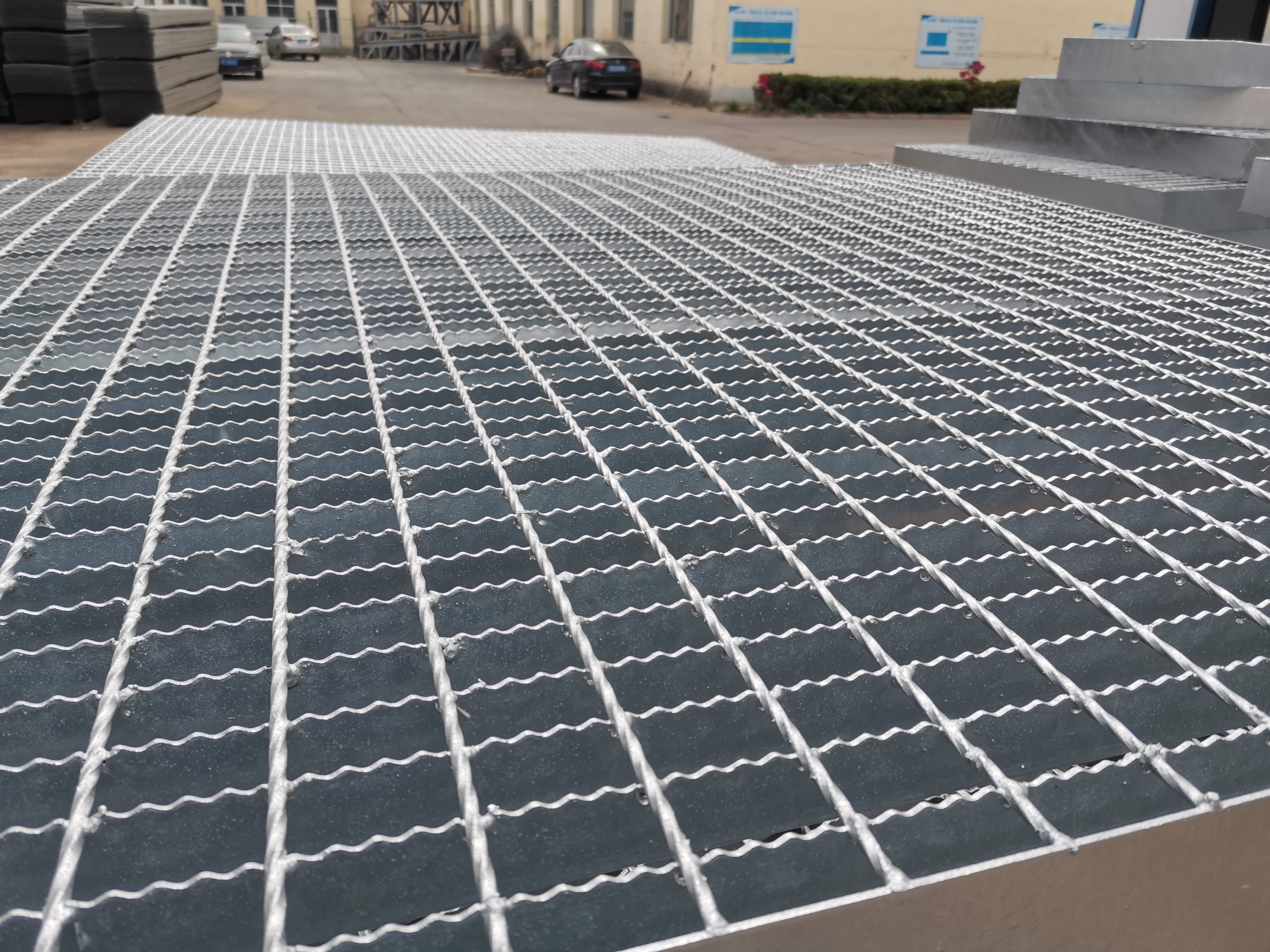
ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂ ଜାଲିସ୍ ପ୍ଲେଟର ହଟ୍ ଡିପ୍ ଗାଲଭାନାଇଜେସନ୍ ହେଉଛି ପୃଷ୍ଠ ବିଶୋଧନ ପରେ ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂ ଜାଲିସ୍ ପ୍ଲେଟ୍ ଉପାଦାନଗୁଡ଼ିକୁ 460-469 ଡିଗ୍ରୀ ତରଳ ଜିଙ୍କ ତରଳରେ ବୁଡ଼ାଇ ଦେବା,
ଯାହା ଦ୍ଵାରା ଷ୍ଟିଲ୍ ଜାଲିସ୍ ପ୍ଲେଟ୍ ଉପାଦାନଗୁଡ଼ିକ ଜିଙ୍କ୍ ସ୍ତର ସହିତ ଆବୃତ ହୋଇଥାଏ, ଯାହାର ଘନତା 5mm ପତଳା ପ୍ଲେଟ୍ ପାଇଁ 65μm ରୁ କମ୍ ନୁହେଁ ଏବଂ ଘନ ପ୍ଲେଟ୍ ପାଇଁ 86μm ରୁ କମ୍ ନୁହେଁ।
ଷ୍ଟିଲ୍ ଜାଲିସ୍ ପ୍ଲେଟର ଏହି ସୁରକ୍ଷା ପଦ୍ଧତିରେ ଭଲ କ୍ଷୋଭ ପ୍ରତିରୋଧ ଏବଂ ଦୀର୍ଘ ସେବା ଜୀବନ ରହିଛି। ଏବଂ ଏହାର କୌଣସି ରକ୍ଷଣାବେକ୍ଷଣ ଏବଂ ଅନ୍ୟାନ୍ୟ ସୁବିଧା ନାହିଁ।
ତେବେ ହଟ୍ ଡିପ୍ ଗାଲଭାନିଆନ୍ ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍ ପ୍ଲାନର୍ ଏବଂ ଉତ୍ପାଦକମାନେ କେଉଁ ମୁଖ୍ୟ ବିନ୍ଦୁଗୁଡ଼ିକ ପ୍ରତି ଧ୍ୟାନ ଦେବା ଉଚିତ?
ସାଧାରଣତଃ, ନିମ୍ନଲିଖିତ ବିନ୍ଦୁଗୁଡ଼ିକ ଅଛି।
ହଟ୍-ଡିପ୍ ଗାଲଭାନିଆନ୍ ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂଜାଲି ଯୋଜନାକାରୀ ଏବଂ ଉତ୍ପାଦକମାନେ ନିମ୍ନଲିଖିତ କୀ ଉପରେ ଧ୍ୟାନ ଦେବା ଉଚିତ:
୧: ସାମଗ୍ରୀ ଚିକିତ୍ସାର ଦୃଶ୍ୟମାନତା ଉପରେ, ଗରମ ଡିପ୍ ଜିଙ୍କ୍ ର ପ୍ରଥମ ପ୍ରକ୍ରିୟା ହେଉଛି ପିକ୍ଲିଂ କଳଙ୍କି ଅପସାରଣ, ଏବଂ ତା'ପରେ ସଫା କରିବା। ଏହି ଦୁଇଟି ପ୍ରକ୍ରିୟା ସମ୍ପୂର୍ଣ୍ଣ ନ ହେବା ଦ୍ଵାରା କ୍ଷୟ ଫେଣ ବାମ ଲୁକ୍କାୟିତ ସମସ୍ୟା ସୃଷ୍ଟି ହେବ।
୨: ୱେଲ୍ଡିଂ ହେବାକୁ ଥିବା ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍କୁ ୱେଲ୍ଡିଂ ନ ହୋଇଥିବା ଅଂଶରୁ ଆଭ୍ୟନ୍ତରୀଣ ନିମଜ୍ଜନ ପର୍ଯ୍ୟନ୍ତ ଗାଲଭାନିଆନ୍ ଏସିଡର ସଫା କରିବା ପ୍ରକ୍ରିୟା ଉପରେ ଧ୍ୟାନ ଦେବାକୁ ପଡିବ,
କିନ୍ତୁ ୱେଲ୍ଡିଂ ସମୟରେ ହୋଇଥିବା ସ୍ପାଟରକୁ ମଧ୍ୟ ସଫା କରିବାକୁ ପଡିବ। ଅନ୍ୟଥା ୱେଲ୍ଡିଂ ସ୍ଲାଗକୁ ସଫା କରିବା କଷ୍ଟକର ହେବା ଏଡାଇବା ପାଇଁ, ଏଜେଣ୍ଟକୁ ଏଡାଇବା ପାଇଁ ସ୍ପାଶ ସହିତ ଆବୃତ, ଏବଂ ତା'ପରେ ୱେଲ୍ଡିଂରେ।
3: ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍ ଆକୃତି ଜଟିଳ, ବିକୃତି ଏବଂ କ୍ଷତି କରିବା ସହଜ, ଯଥାକ୍ରମେ ଗ୍ୟାଲଭାନିଜ୍ ହେବା ଉଚିତ।
୪: ଯେହେତୁ ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍ ଅଶୁଦ୍ଧତାର ପୃଷ୍ଠ ସହିତ ସଂଲଗ୍ନ, ଗାଲଭାନିଜ୍ କରିବା ପୂର୍ବରୁ ଏହାକୁ ଚିକିତ୍ସା କରିବା ଆବଶ୍ୟକ। ସହକର୍ମୀମାନଙ୍କ ଦ୍ୱାରା ଯୋଜନା କରାଯାଇଥିବା ଷ୍ଟିଲ୍ ଜାଲିସ୍ ପ୍ଲେଟର ଆକୃତି ଘନତାରେ ସମାନ ହେବା ଆବଶ୍ୟକ।
୫: ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍ ପ୍ଲାନର୍ମାନଙ୍କୁ ଗାଲଭାନାଇଜିଂ ପୂର୍ବରୁ ଏବଂ ପରେ ଯାନ୍ତ୍ରିକ ଶକ୍ତିର ପରିବର୍ତ୍ତନ ଏବଂ ଗାଲଭାନାଇଜିଂ ପରେ ଷ୍ଟିଲ୍ ପ୍ଲେଟର ପୁନଃପ୍ରକ୍ରିୟାକରଣ ବିଷୟରେ ବିଚାର କରିବାକୁ ପଡିବ।
ପୋଷ୍ଟ ସମୟ: ଅଗଷ୍ଟ-୦୪-୨୦୨୨