
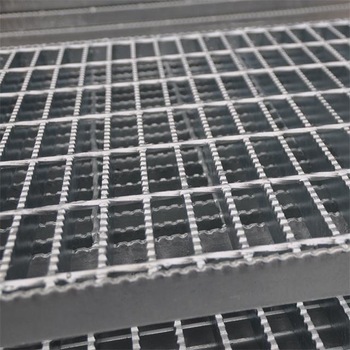
ପ୍ରକ୍ରିୟା ଡିଜାଇନ୍ଇସ୍ପାତ ଗ୍ରେଟିଂମୂଳ ପ୍ଲେଟର ଆକାର ଅନୁସାରେ ସିଟର ଜ୍ୟାମିତିକ ସୂଚନାକୁ ସଜାଡ଼ିବା।ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂ ବିୟରିଂ ବାର୍ ଏବଂ କ୍ରସ୍ ବାର୍ ସହିତ ଉତ୍ପାଦିତ ହୁଏ।ଚୂଡ଼ାନ୍ତ ଲକ୍ଷ୍ୟ ହେଉଛି କଟିଂ ଯୋଜନାକୁ ସାମଗ୍ରୀର ବ୍ୟବହାର ହାର ଏବଂ ଉଚ୍ଚ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ବିଚାରକୁ ନେବା। ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂ ପ୍ରକ୍ରିୟା ମେଳର ନୀତିଗୁଡ଼ିକ ମୁଖ୍ୟତଃ ନିମ୍ନଲିଖିତ ଦିଗଗୁଡ଼ିକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ:
1. ସମସ୍ତଏହିଷ୍ଟିଲ୍ ଜାଲିପୂର୍ଣ୍ଣ ପ୍ଲେଟ୍ ଆକାର କିମ୍ବା ପୂର୍ଣ୍ଣ ପ୍ଲେଟ୍ ଆକାର ଠାରୁ ଅଧିକ ସହିତ ପସନ୍ଦିତ ଭାବରେ ମେଳ ଖାଉଛିଏହିଲମ୍ବ। ମେଳ ଖାଉଥିବା ଆକାର ଯଥାସମ୍ଭବ ଛୋଟ ଏବଂ ସମାନ, ଏବଂ ଲମ୍ବ ପରିସର 5-7 ମିଟର ମଧ୍ୟରେ ନିୟନ୍ତ୍ରିତ।
୨. ଛୋଟ ସଂଖ୍ୟକ ସଂକୀର୍ଣ୍ଣ ବୋର୍ଡଗୁଡ଼ିକୁ ବଡ଼ରୁ ଛୋଟ କିମ୍ବା ଛୋଟରୁ ବଡ଼ କ୍ରମରେ ସଜାଯାଇପାରିବ, ଏବଂ ତା’ପରେ ସେଗୁଡ଼ିକୁ ଲମ୍ବ ଅନୁସାରେ ସମାନ୍ତରାଳ ଭାବରେ ଏକାଠି କରାଯାଇପାରିବ।
3. ଯେତେବେଳେ ପ୍ରସ୍ଥ ଅଧିକ ହୋଇଯାଏ, କଞ୍ଚାମାଲ କ୍ରସ୍ ବାର୍ ବ୍ୟବହାର କରି ଧାର ରାପିଂ ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟା କରନ୍ତୁ, ଏବଂ ପ୍ଲେଟକୁ ପୃଥକ ଭାବରେ ୱେଲ୍ଡ କରନ୍ତୁ ନାହିଁ।
୪. ଡବଲ୍-ବାର ୱେଲ୍ଡିଂ ମେସିନ୍ ପ୍ରତ୍ୟେକ ଥର ୨ଟି କ୍ରସ୍ ବାର୍ ଦବାଇ ଏବଂ ୱେଲ୍ଡ କରେ, ଏବଂ ବିଷମ ସଂଖ୍ୟା ଉପସ୍ଥିତ ହୋଇପାରିବ ନାହିଁ।
୫. ବୋର୍ଡ ଏବଂ ବୋର୍ଡ ମଧ୍ୟରେ ମେଳ ଖାଉଥିବା ରାସ୍ତାର ଆକାର ବଜାୟ ରଖିବା ଉଚିତ। ଯଦି ଏହା ଯଥେଷ୍ଟ ନୁହେଁ,ଏହିକ୍ରସ୍ ବାରକୁ ଖାଲି କରିବାକୁ ପଡିବ।
୬. ଚିତ୍ରଗୁଡ଼ିକର ଏକ ସେଟ୍ କଡ଼ାକଡ଼ି ଭାବରେ ବର୍ଗୀକୃତ ହେବା ଆବଶ୍ୟକ। ଯଦି ଏକାଧିକ ଚିତ୍ର 200 ବର୍ଗ ମିଟର ଅତିକ୍ରମ କରେ, ତେବେ ଏହି ଚିତ୍ରଗୁଡ଼ିକୁ ଏକାଠି ମେଳ କରିବାକୁ ପଡିବ। ଯେତେବେଳେ ଆକାର 200 ବର୍ଗ ମିଟରରୁ କମ୍ ହୁଏ, ଏହାକୁ ଛୋଟ ଆକାରର ଚିତ୍ର ସହିତ ମେଳ ହୋଇଥିବା ଭାବରେ ବିବେଚନା କରାଯାଇପାରିବ।
୭. ସ୍ୱତନ୍ତ୍ର ଆକୃତିର ଷ୍ଟିଲ୍ ଗ୍ରେଟିଂ ପାଇଁ, ସାମଗ୍ରୀ ସଞ୍ଚୟ କରିବା ପାଇଁ ଏହାକୁ ଅଲଗା କରିବା ଏବଂ ବଟ୍ ସନ୍ଧି କରିବା ବିଷୟରେ ବିଚାର କରିବା ଆବଶ୍ୟକ।
୮. ୬୦ ମିମି ଫ୍ଲାଟ ଷ୍ଟିଲ୍ ବ୍ୟବଧାନ ଥିବା ପ୍ଲେଟ୍ ପାଇଁ, କଞ୍ଚାମାଲ ଉତ୍ପାଦନ ପାଇଁ ୩୦ ମିମି ବ୍ୟବଧାନ ଥିବା କମ୍ବ କ୍ଲିପ୍ ବ୍ୟବହାର କରାଯାଇପାରିବ।
ପୋଷ୍ଟ ସମୟ: ଜୁଲାଇ-୨୧-୨୦୨୨